९० मीटर प्रति मिनिट स्टड आणि ट्रॅक ड्रायवॉल प्रोफाइल रोल फॉर्मिंग मशीन
ड्रायवॉल मेटल प्रोफाइल आणि स्पेसिफिकेशन्स स्टील स्पेसिफिकेशन्स
आमचे धातूचे भाग गरम बुडवलेल्या झिंक कोटेड स्टील-Z180 आणि Z275 स्टड्स वापरून तयार केले जातात.
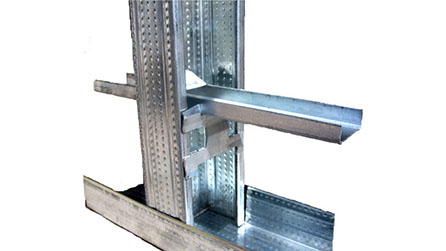
ड्रायवॉल आणि लाइनिंग सिस्टीममध्ये वापरले जाणारे प्राथमिक विभाग म्हणजे स्टड. डिझाइननुसार स्ट्रक्चरल स्थिरतेशी जुळण्यासाठी योग्य केंद्रांवर उभ्या स्थितीत वापरलेले स्टड. स्टड बेस आणि हेड ट्रॅक दरम्यान निश्चित केले जातात, फक्त बेस ट्रॅक आणि फ्रिक्शन हेड ट्रॅकवर फिट असताना स्क्रू केले जातात.
साहित्याची जाडी ०.५५-१.०० मिमी
बुध आकार: ५०/७५/१००/१२५/१५० मिमी
फ्लॅंज: ३४/३६ मिमी
लांबी: ३००० मिमी आणि सानुकूलित लांबी
डिफ्लेक्शन ट्रॅक्स हेड ट्रॅक्स म्हणून वरच्या बाजूला वापरले जातात. जे विभाजनाच्या डोक्यावरील संरचनेत (वर, खाली) हालचाल करण्याची आवश्यकता असताना विभाजनांना परवानगी देण्यास मदत करते. डिफ्लेक्शन ट्रॅक्स काँक्रीट स्लॅबवर योग्य अँकरसह सुरक्षित केले जातात आणि स्टड्सला स्थितीत धरून ठेवतात आणि ते बोर्ड संरेखित करण्यास मदत करते.
जाडी: ०.८०, आणि ०.९० मिमी
रुंदी: ५०,६४,७०,७५,९०,१००,१२५ आणि १५० मिमी
फ्लॅंज: ५० मिमी
लांबी: ३००० मिमी
ड्रायवॉल आणि लाइनिंग सिस्टीममध्ये ट्रॅक हे दुय्यम विभाग वापरले जातात. ट्रॅक क्षैतिज स्थितीत वापरले जातात आणि फ्लोअर स्लॅब आणि सॉफिटवर योग्य अँकरसह सुरक्षित केले जातात. ट्रॅक स्टडला स्थितीत धरतात आणि ते बोर्ड संरेखित करण्यास मदत करते.
जाडी: ०.५५,०.६०,०.८०,०.९०,१.२० आणि १.५० मिमी
रुंदी: ५०,६४,७०,७५,९०,१००,१२५ आणि १५० मिमी
फ्लॅंज: ३० मिमी
लांबी: ३००० मिमी

| No | आयटम | युनिट | प्रमाण |
| 1 | डबल हेड हायड्रॉलिक डी-कॉइलर | No | 1 |
| २.१ | रोल-फॉर्मिंग मशीन बेस | No | 1 |
| २.२ | स्वयंचलित बदल प्रोफाइल सिस्टम | No | 1 |
| २.३ | परिचय आणि स्नेहन युनिट | No | 1 |
| 7 | डोब्युल वॅगन कटिंग आणि पंचिंग युनिट | No | 1 |
| 8 | UW आणि CW_EU साठी कटिंग डाय आणि CW_IT प्रोफाइलसाठी विशेष कटिंग डाय | No | 1 |
| 9 | हायड्रॉलिक युनिट | No | 1 |
| 10 | इलेक्ट्रिक कंट्रोल सिस्टम (पीएलसी) | No | 1 |
| 11 | सर्व युनिट्ससाठी सुरक्षा रक्षक, कुंपण आणि संरक्षण प्रणाली | LS | 1 |